Guide Tube
3 meter guide tube used for extension of work on lengthy pipe or extra height
We introduce ourselves as one of the leading Precision Machining units since 1986, successfully serving various industries and customers for over two a half decades.

3 meter guide tube used for extension of work on lengthy pipe or extra height

Cranking unit for all cameras with guide tube
CPR Chain holder to holder the close proximately camera for light weighted camera
Lead collimated tube for guide tube in all length
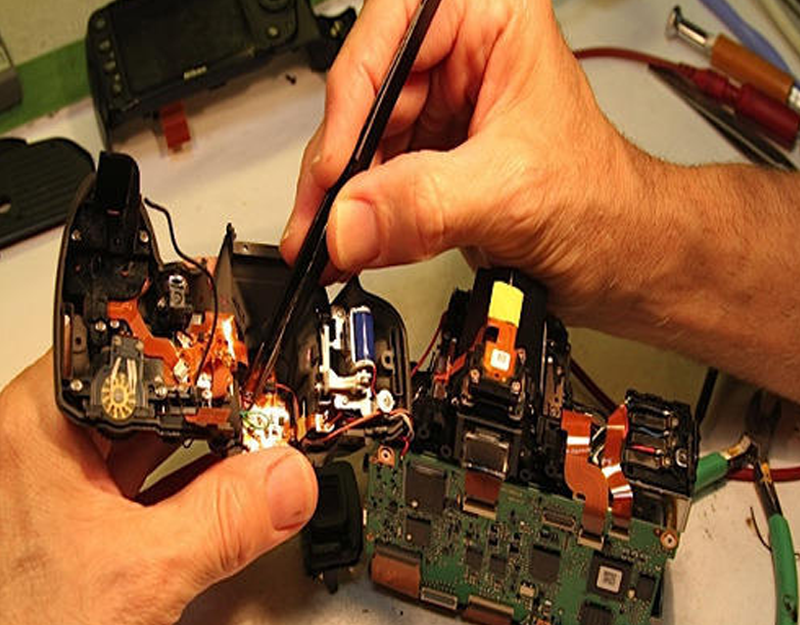
Camera repair and spares as we are near to BRIT
Camera spare are available of standard size genuine parts

Collimated camera is hazardous free cane work round the clock

Collimator web used for radiation free purpose & light weight usage
Crawler for long and deep pipe line x-rays
Crawler bodies in Aluminum,SS and powder coated
Dummy made for repair and checking of maintained camera

Extension guide tube 3,4,5,6,7,8,9,10 meter of all types of connector

Gun type remote for handy used and light weight

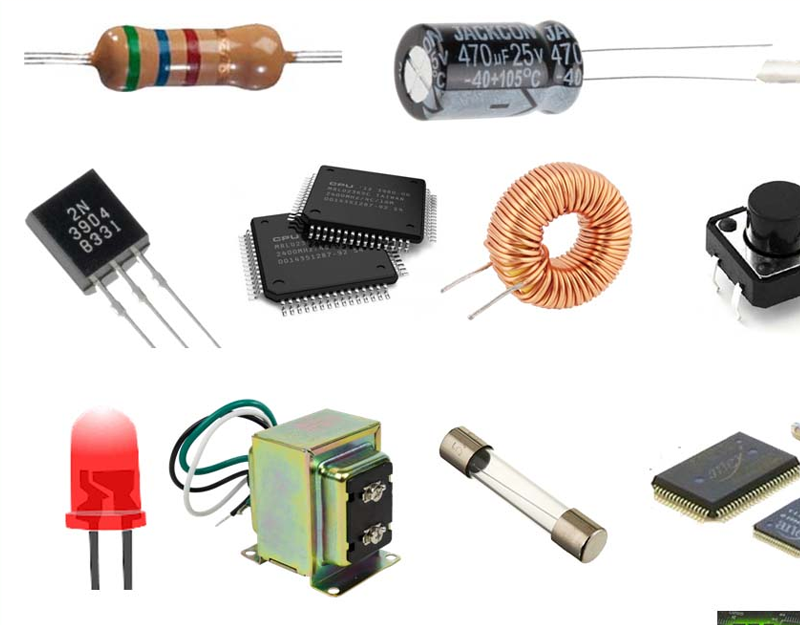
JME parts all standard size and spares

Lead collimator in all sizes and director at low cost

Lead numbers for cobalt/regular

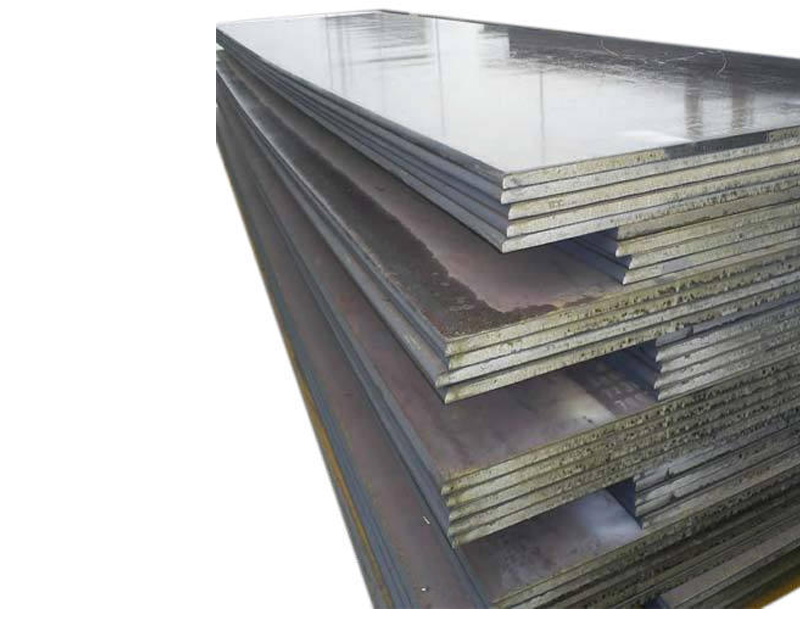
Lead plates for radiation shielding of all thickness and sizes

Lead pot for 40 curie source in MS fabricated Body

Lead rod use to rap on to minimum radiation on collimator/job


Tungsten panoramic collimator with aluminium casing

Pigtail repair as per genius part if low curie
Poly tungsten for used of extra shielding of radiation

Radiography accessories for all type of sticker, blinker and flag
Remote genuine spares of standard fitments
Self centered device for inside elbow radiography in 4",6",10",12",14",16" pipe
Source container above 100 curie for carrying or store
spider for pipe radiography in deep way extended strips of one meter each
Tungsten pot used for storing source to avoid accident
Tungsten collimator for cobalt of TVT
Tungsten panoramic collimator with aluminium casing & brass nob
1104 Standard notches for manual UT for piping and non pipe testing

Anti rust Calibration Block with 1, 2 & 3 Diameter FBH hole with variable thickness and diameter pipe in one block itself.

ASME Pipe for UT testing with notch SDH
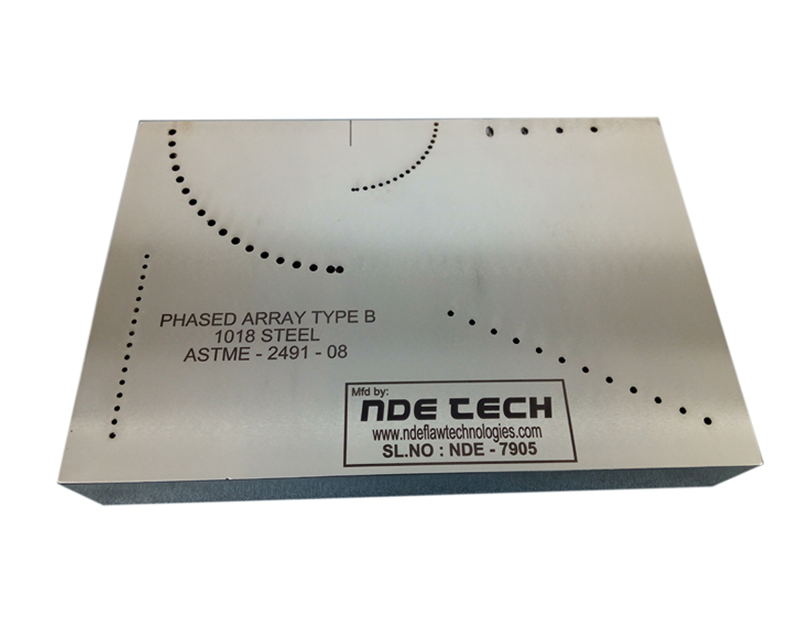
ASTM E2491 Phase Array Calibration Block with 19mm, 25mm, 38mm & 50mm thickness with angle beam and radious beam

ASTM 19CS,of thickness checking in 19 sett blocks in Aluminium, bras, SS&CS; etc. material

AUT Block for auto ultrasonic testing with suitable weld band and dummy in all 30", 36", 42'', 48" & 56" pipe diameter all notches with replicas
AUT Velocity Block for velocity testing of 10, 11, 12, 13, 14, 15, 16, 17, 20, 25mm thickness

Chrome plated V2 Block in 12.70 mm thickness in 1018 grade material

DAC Block with notch & SDH in 19, 25, 38 mm thickness
Dumbel Impact Tensile testing of SS,CS, Aluminium, brass in all thickness

Duplex DAC Block with notch & SDH in 3275 grade
Duplex V1 Block 25 mm Thickness in 3275 grade

Duplex V2 Block 12.5 mm & 25.00 mm thickness in 3275 grade
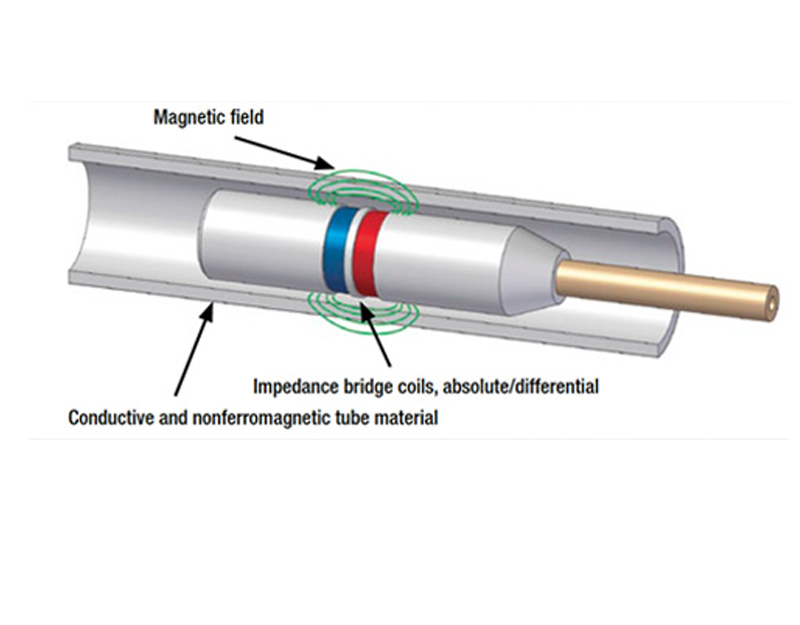
Eddy Current Calibration Pipe in 1/2", 3/4", 1", 11/2", 2" etc. in titanium, copper, nickel, SS 364, SS 316, SS Aluminium, Brass
Eddy Current Calibration Tube with SDH, groove ID&OD; 360 degree SDH
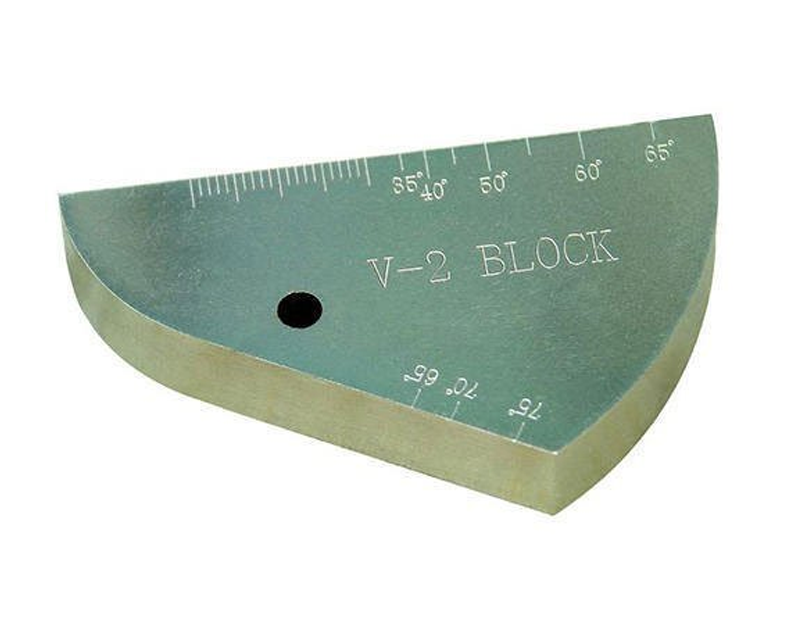
Half moon block in 50, 55, 60, 65, 70, 75 set diameter thickness 200 mm in all kind of material
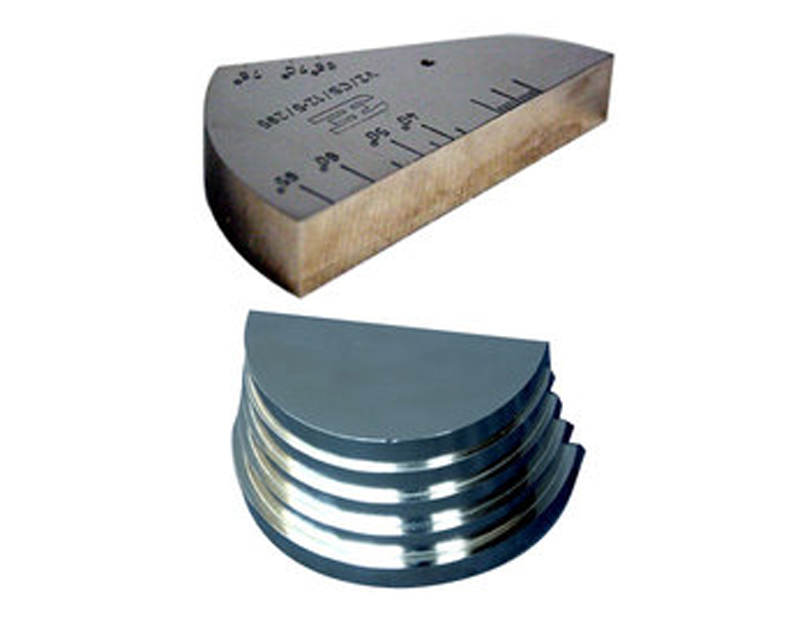
Half Moon - V2 Block chrome plate for long life

Half Round Block in Aluminium grade

MUT Blocks in 1/2", 3/4'', 1", 11/2'', 2" etc thickness
Non Metal Embedded Notches in between the welding such as ceramic,stone,tiles for radiography testing

PAIIW Block for phase array testing in CS1018 Material

Scanner Frame for PA, TOFD, UT Testing with magnetic wheel and encoder
Scanner Mechanism with Aluminium section SS D-Nut/screw handle,all size detachable and mountable fitting wheels,encoder and extra D-Nut /Screw

Step Block of standard and non-standard measure with chrome plating and wooden boxes

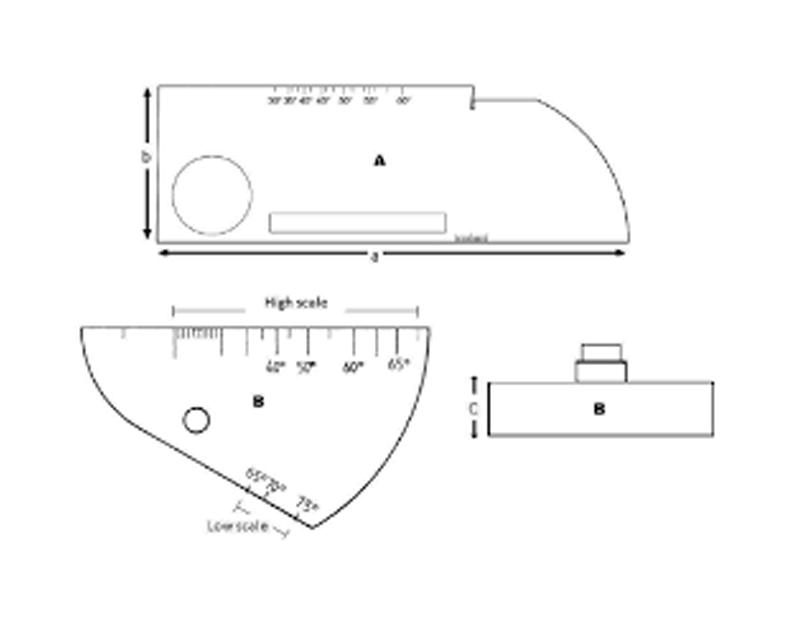
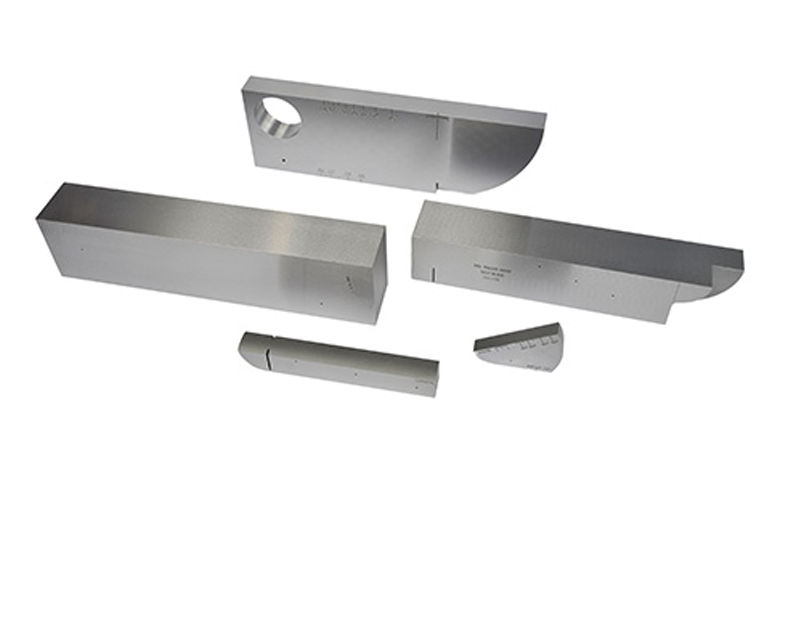
TOFD Calibration Block Auto CAD Drawing with all international standard for notch& SDH done in CNC machines

UT Block for thickness check includes step wedges,variable thickness gauge V1, V2 in all material with leather and wooden case
UT Calibration block for radiographic / Ultrasonic testing in all sizes all thickness and all materials
Velocity Block - slot and 20 degree taper angle
WPS Calibration Blocks welded as artificial defect in pipes/plates of all thickness& material
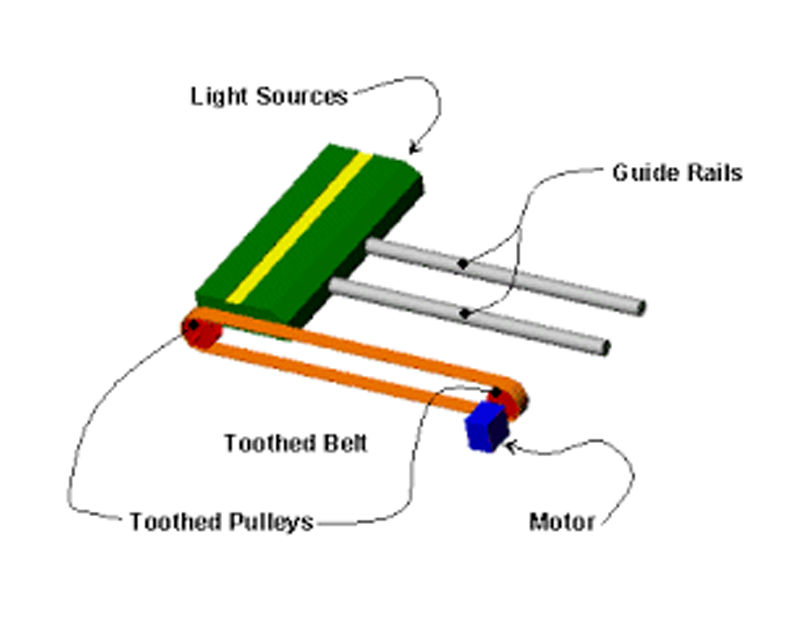
In Radiography Testing the test-part is placed between the radiation source and film (or detector). The material density and thickness differences of the test-part will attenuate (i.e. reduce) the penetrating radiation through interaction processes involving scattering and/or absorption. The differences in absorption are then recorded on film(s) or through an electronic means. In industrial radiography there are several imaging methods available, techniques to display the final image, i.e. Film Radiography, Real Time Radiography (RTR), Computed Tomography (CT), Digital Radiography (DR), and Computed Radiography (CR).

A power tool is a tool that is actuated by an additional power source and mechanism other than the solely manual labour used with hand tools. The most common types of power tools use electric motors.Internal combustion engines and compressed air are also commonly used. Other power sources include steam engines, direct burning of fuels and propellants, or even natural power sources like wind or moving water. Tools directly driven by animal power are not generally considered power tools.

A toolroom lathe is a lathe optimized for toolroom work. It is essentially just a top-of-the-line center lathe, with all of the best optional features that may be omitted from less expensive models, such as a collet closer, taper attachment, and others. There has also been an implication over the years of selective assembly and extra fitting, with every care taken in the building of a toolroom model to make it the smoothest-running, most-accurate version of the machine that can be built.

In the manufacturing industry, “high precision machining” typically refers to machining parts with tolerances in the single-digit micron range, while ultraprecision involves tolerances in the sub-micron range. Machining parts with very tight tolerances are always a challenge, however the complexity of a job is determined not only by required tolerances, but also by the materials used and the number of features on the part.

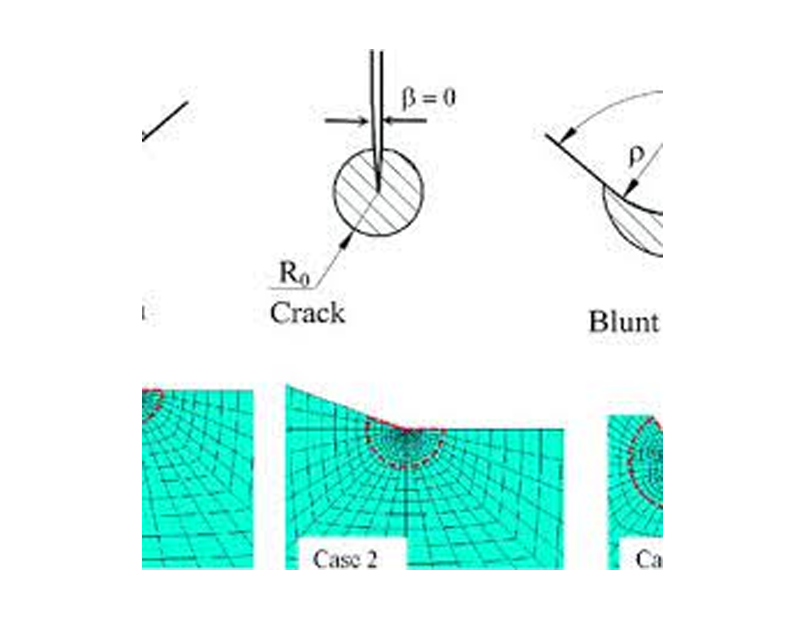
Wire EDM machine uses a metallic wire (electrode) to cut a programmed contour in a workpiece. Extrusion dies and blanking punches are very often machined by wire cutting. In the machining area, each discharge creates a crater in the workpiece (material removal) and an impact on the tool (wear of the tool/electrode). The wire can be inclined, thus making it possible to make parts with taper or with different profiles at the top and bottom. The wire is usually made of brass or stratified copper, and is between 0.02 and 0.33 mm diameter.

Wire EDM machine uses a metallic wire (electrode) to cut a programmed contour in a workpiece. Extrusion dies and blanking punches are very often machined by wire cutting. In the machining area, each discharge creates a crater in the workpiece (material removal) and an impact on the tool (wear of the tool/electrode). The wire can be inclined, thus making it possible to make parts with taper or with different profiles at the top and bottom. The wire is usually made of brass or stratified copper, and is between 0.02 and 0.33 mm diameter.

High precision gears are components that can determine the quality, performance, service life, safety and reliability of high-end power transmissions. While there various methodsof manufacturing these gears such milling or grinding, hobbing is the most widely used method of gear manufacturing. Generally, when compared with the grinding process, the hobbing process has the advantage of high precise, efficient at lower cost. (1) Though the application of this process can be extremely limited by part geometry, hobbing is still by far the most productive form of gear tooth generation for external spur and helical gears.
Lorem ipsum dolor amet consectetur do tempor incididunt labore et dolore magna nostrud exercitation ullamco.
Lorem ipsum dolor amet consectetur do tempor incididunt labore et dolore magna nostrud exercitation ullamco.
Lorem ipsum dolor amet consectetur do tempor incididunt labore et dolore magna nostrud exercitation ullamco.